131 1300 0010
一。概述:
HDI板,是指High Density Interconnect,即高密度互連板,是PCB行業在20世紀末發展起來的一門較新的技術。
傳統的PCB板的鉆孔由于受到鉆刀影響,當鉆孔孔徑達到0.15mm時,成本已經非常高,且很難再次改進。而HDI板的鉆孔不再依賴于傳統的機械鉆孔,而是利用激光鉆孔技術。(所以有時又被稱為鐳射板。)HDI板的鉆孔孔徑一般為3-5mil(0.076-0.127mm),線路寬度一般為3-4mil(0.076-0.10mm),焊盤的尺寸可以大幅度的減小所以單位面積內可以得到更多的線路分布,高密度互連由此而來。
HDI技術的出現,適應并推進了PCB行業的發展。使得在HDI板內可以排列上更加密集的BGA、QFP等。目前HDI技術已經得到廣泛地運用,其中1階的HDI已經廣泛運用于擁有0.5PITCH的BGA的PCB制作中。
HDI技術的發展推動著芯片技術的發展,芯片技術的發展也反過來推動HDI技術的提高與進步。
目前0.5PITCH的BGA芯片已經逐漸被設計工程師們所大量采用,BGA的焊角也由中心挖空的形式或中心接地的形式逐漸變為中心有信號輸入輸出需要走線的形式。
所以現在1階的HDI已經無法完全滿足設計人員的需要,因此2階的HDI開始成為研發工程師和PCB制板廠共同關注的目標。1階的HDI技術是指激光盲孔僅僅連通表層及與其相鄰的次層的成孔技術,2階的HDI技術是在1階的HDI技術上的提高,它包含激光盲孔直接由表層鉆到第三層,和表層鉆到第二層再由第二層鉆到第三層兩種形式,其難度遠遠大于1階的HDI技術。
二。材料:
1、材料的分類
a.銅箔:導電圖形構成的基本材料
b.芯板(CORE):線路板的骨架,雙面覆銅的板子,即可用于內層制作的雙面板。
c.半固化片(Prepreg):多層板制作不可缺少的材料,芯板與芯板之間的粘合劑,同時起到絕緣的作用。
d.阻焊油墨:對板子起到防焊、絕緣、防腐蝕等作用。
e.字符油墨:標示作用。
f.表面處理材料:包括鉛錫合金、鎳金合金、銀、OSP等等。
2、層壓的絕緣層材料
2.1 SYE 使用的板材一覽表
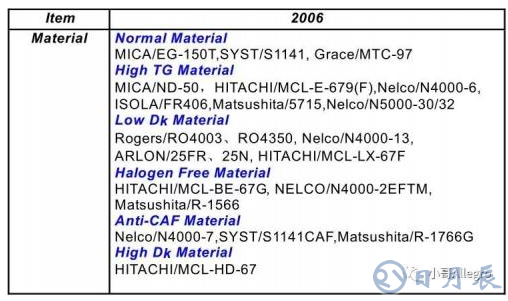
2.2、HDI 絕緣層材料
2.2.1 SYE HDI絕緣材料一覽表
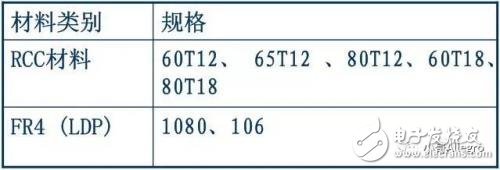
2.3 特殊材料的介紹:
HDI絕緣層所使用的特殊材料 RCC :
涂膠膜銅箔(Resin Coated Copper)
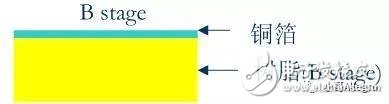
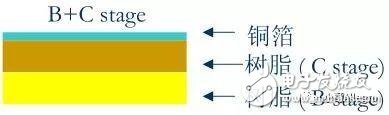
涂膠膜銅箔(Resin Coated Copper) 是指將特別的樹脂膜層涂在電鍍銅箔上。這層膜可以完全覆蓋內層線路而成絕緣層。
主要有兩種: B stage (Mitsui)和 B+C stage(Polyclad)
特點:
*不含玻璃介質層,易于鐳射以及等離子微孔成形.
*薄介電層.
*極高的抗剝離強度.
*高韌性,容易操作.
*表面光滑,適合微窄線路蝕刻.
涂膠膜銅箔(Resin Coated Copper): 一般來說,HDI 板 的激光鉆孔都是在涂膠膜銅箔上面成孔。孔徑的形狀與一般機械鉆孔的孔的形狀不完全一樣。激光鉆孔的孔的形狀為一個倒置的梯形。而一般的機械鉆孔,孔的形狀為柱形。考慮到激光鉆孔的能量與效率,鐳射孔的孔徑大小不能太大。一般為0.076-0.10毫米。
HDI板所需要的其他的材料如:板料;半固化片和銅箔等則沒有特別的要求。由于鐳射板的電流一般不會太大,所以線路的銅的厚度一般不太厚。內層一般為1盎司,外層一般為半盎司的底銅鍍到1盎司的完成銅厚 。板料的厚度一般較薄。并且由于RCC中也僅含樹脂,不含玻璃纖維,所以使用RCC的HDI板的硬度/強度一般比同厚度的其他PCB要差。
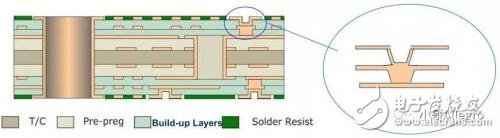
2.4 目前HDI板的一般結構:
1-HDI
Non stacked 2-HDI
Stacked But Non Copper filled 2-HDI
Stacked & Copper filled 2-HDI
2.5 不同HDI絕緣層材料的效果
這些是不同類型的一階盲孔切片圖(A)

RCC

FR4(1080)
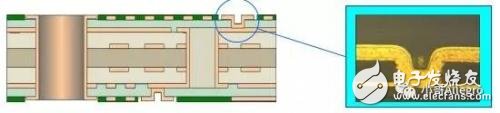
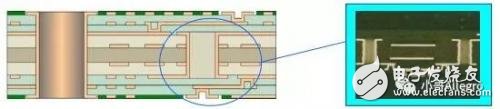
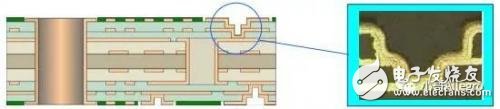
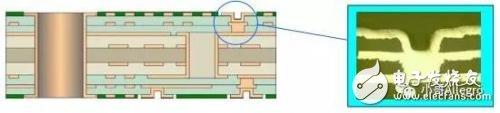
這些是二階HDI 盲孔的切片圖
RCC
FR4
三。流程:
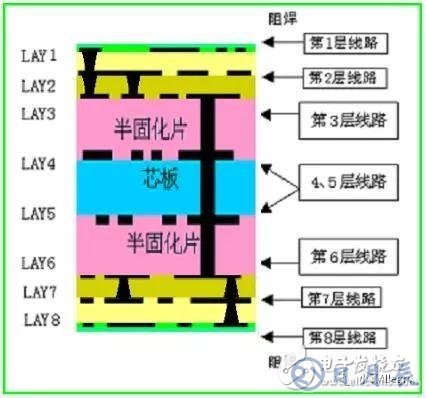
下面我們將以一個2+4+2的8層板為例來說明一下HDI的制作流程:
1.開料(CUT)
開料是把原始的敷銅板切割成能在生產線上制作的板子的過程。
首先我們來了解幾個概念:
1. UNIT:UNIT是指客戶設計的單元圖形。
2. SET :SET是指客戶為了提高效率、方便生產等原因,將多個UNIT 拼在一起成為的一個整體圖形。它包括單元圖形、工藝邊等等。
3. PANEL:PANEL是指PCB廠家生產時,為了提高效率、方便生產等原因,將多個SET拼在一起并加上工具板邊,組成的一塊板子。我們采購回來的大料有以下幾種尺寸:36.5 INCH × 48.5 INCH、40.5 INCH × 48.5 INCH 、42.5 INCH × 48.5 INCH 等等。 作為PCB設計的工程師與設計的工程師與PCB 制作的工程師,利用率是大家共同關注的問題。
2.內層干膜:(INNER DRY FILM)
內層干膜是將內層線路圖形轉移到PCB板上的過程。
在PCB制作中我們會提到 圖形轉移這個概念,因為導電圖形的制作是PCB制作的根本。所以圖形轉移過程對PCB制作來說,有非常重要的意義。
內層干膜包括內層貼膜、曝光顯影、內層蝕刻等多道工序。內層貼膜就是在銅板表面貼上一層特殊的感光膜。這種膜遇光會固化,在板子上形成一道保護膜。曝光顯影是將貼好膜的板將進行曝光,透光的部分被固化,沒透光的部分還是干膜。然后經過顯影,褪掉沒固化的干膜,將貼有固化保護膜的板進行蝕刻。再經過退膜處理,這時內層的線路圖形就被轉移到板子上了。
對于設計人員來說,我們最主要考慮的是布線的最小線寬、間距的控制及布線的均勻性。因為間距過小會造成夾膜,膜無法褪盡造成短路。線寬太小,膜的附著力不足,造成線路開路。所以電路設計時的安全間距(包括線與線、線與焊盤、焊盤與焊盤、線與銅面等),都必須考慮生產時的安全間距。
3.黑化和棕化:(BLACK OXIDATION)
黑化和棕化的目的
1. 去除表面的油污,雜質等污染物;
2. 增大銅箔的比表面,從而增大與樹脂接觸面積,有利于樹脂充分擴散,形成較大的結合力;
3. 使非極性的銅表面變成帶極性CuO和Cu 2 O的表面,增加銅箔與樹脂間的極性鍵結合;
4. 經氧化的表面在高溫下不受濕氣的影響,減少銅箔與樹脂分層的幾率。內層線路做好的板子必須要經過黑化或棕化后才能進行層壓。它是對內層板子的線路銅表面進行氧化處理。一般生成的Cu 2 O為紅色、CuO為黑色,所以氧化層中Cu 2 O為主稱為棕化、CuO為主的稱為黑化。
4.層壓:(PRESSING)
1. 層壓是借助于B階半固化片把各層線路粘結成整體的過程。這種粘結是通過界面上大分子之間的相互擴散,滲透,進而產生相互交織而實現。
2. 目的:將離散的多層板與黏結片一起壓制成所需要的層數和厚度的多層板。
排版
將銅箔,黏結片(半固化片),內層板,不銹鋼,隔離板,牛皮紙,外層鋼板等材料按工藝要求疊合。如果六層以上的板還需要預排版。
層壓過程
將疊好的電路板送入真空熱壓機。利用機械所提供的熱能,將樹脂片內的樹脂熔融,借以粘合基板并填充空隙。
對于設計人員來說,層壓首先需要考慮的是對稱性。因為板子在層壓的過程中會受到壓力和溫度的影響,在層壓完成后板子內還會有應力存在。因此如果層壓的板子兩面不均勻,那兩面的應力就不一樣,造成板子向一面彎曲,大大影響PCB的性能。
另外,就算在同一平面,如果布銅分布不均勻時,會造成各點的樹脂流動速度不一樣,這樣布銅少的地方厚度就會稍薄一些,而布銅多的地方厚度就會稍厚一些。為了避免這些問題,在設計時對布銅的均勻性、疊層的對稱性、盲埋孔的設計布置等等各方面的因數都必須進行詳細考率。
5.鉆盲埋孔:(DRILLING)
印制板上孔的加工形成有多種方式,目前使用最多的是機械鉆孔。機械鉆孔就是利用鉆刀高速切割的方式,在板子(母板或子板)上形成上下 貫通的穿孔。對于成品孔徑在8MIL及以上的穿孔,我們都可以采用機械鉆孔的形式來加工。
目前來說,機械孔的孔徑必須在8mil以上。機械鉆孔的形式決定了盲埋孔的非交叉性。就以我們這塊八層板而言,我們可以同時加工3 6層的埋孔、12層的盲孔和7 8層的盲孔等等形式。但如果設計的是既有3-5層的埋孔,又有4-6層的埋孔,這樣的設計在生產上將無法實現。另外,從前面的層壓我們可以了解到對稱的必要性,如果此時不是3-6層的埋孔而是3-5層或4-6層的埋孔,制作難度與報廢率將大幅提高,其成本將是3-6層埋孔的6倍以上。
6.沉銅與加厚銅(孔的金屬化)
電路板的基材是由銅箔,玻璃纖維,環氧樹脂組成。在制作過程中基材鉆孔后孔壁截面就是由以上三部分材料組成。電路板的基材是由銅箔,玻璃纖維,環氧樹脂組成。在制作過程中基材鉆孔后孔壁截面就是由以上三部分材料組成。
孔金屬化就是要解決在截面上覆蓋一層均勻的,耐熱沖擊的金屬銅。孔金屬化就是要解決在截面上覆蓋一層均勻的,耐熱沖擊的金屬銅。
流程分為三個部分:一去鉆污流程,二化學沉銅流程,三加厚銅流程(全板電鍍銅)。
孔的金屬化涉及到一個制成能力的概念,厚徑比。厚徑比是指板厚與孔徑的比值。
當板子不斷變厚,而孔徑不斷減小時,化學藥水越來越難進入鉆孔的深處,雖然電鍍設備利用振動、加壓等等方法讓藥水得以進入鉆孔中心,可是濃度差造成的中心鍍層偏薄仍然無法避免。這時會出現鉆孔層微開路現象,當電壓加大、板子在各種惡劣情況下受沖擊時,缺陷完全暴露,造成板子的線路斷路,無法完成指定的工作。
所以,設計人員需要及時的了解制板廠家的工藝能力,否則設計出來的PCB就很難在生產上實現。需要注意的是,厚徑比這個參數不僅在通孔設計時必須考慮,在盲埋孔設計時也需要考慮。
7.第二次內層干膜
當3--6層的埋孔金屬化后,我們用樹脂油墨塞孔,然后我們的板子將轉回到內層干膜制作第3、6層的內層線路。如下圖:
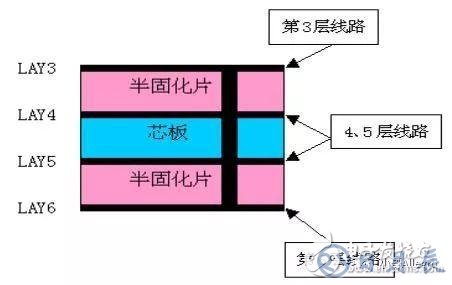
做完3、6層的線路后,我們將板子進行黑化或棕化,之后我們將其送入第二次層壓。由于與前面步驟相同,就不再詳細介紹。
8.第二次層壓(HDI的壓板)
HDI板的壓板:由于HDI的絕緣層厚度比較薄。所以壓板較為困難。由于同樣的厚度LDP的強度要比RCC的好很多,流動速度也慢一些,所以也更容易控制。
內層有盲埋孔的地方線路更容易因凹陷而造成開路。所以如果內層如果有盲埋孔,則外層的線路設計要盡量避開內層的盲埋孔位置。至少是線路不要從盲埋孔的孔中間位置通過。
另外如果是在壓板時的第二層到倒數第二層之間有太多埋孔的話,壓板的過程中將會由于產生了一個通道而導致了位于上面的介電層厚度薄于位于下面的介電層厚度。所以在線路設計時要盡量減少此種孔的數量。
CO 2 激光盲孔制造的工藝很多,而且各有優缺點。而開銅窗法(Conformal mask)是現在業界最成熟的CO 2 激光盲孔制作工藝,此加工法是利用圖形轉移工藝,在表面銅箔層蝕刻出線路的方式蝕刻出與要激光加工的孔徑尺寸相同的微小窗口,然后用比要加工孔徑尺寸大的激光光束根據蝕銅底片的坐標程式來進行加工的方法,這種加工法多用于減成法制造積層多層板的工藝上,SYE即是采用了此種工藝進行CO 2 激光盲孔的制作。
9.conformal mask
1.Conformal mask 是打激光孔制作的前準備過程,它分為Conformal mask1 和 Conformal mask2 兩個部分。
2.Conformal mask1是在子板上下兩面銅箔上用制作線路的方式蝕刻出母板外層周邊與子板外層的盲孔(激光孔)對位PAD對應的銅箔,同時蝕刻出母板上對應于設置在子板兩面的自動曝光機對位標靶位置銅箔,以供Conformal mask2制作和激光鉆孔時使用。
3.Conformal mask2是在板子上下兩面銅箔上用制作線路的方式將每個激光孔的位置蝕刻出一個比激光孔稍大的窗口,以供CO 2 激光加工。
10.激光鉆孔 (LASER DRILLING)
用激光將樹脂燒開形成連通性盲孔HDI板的鐳射鉆孔由于是由激光鉆出,所以當激光在從上往下鉆的過程中,能量逐漸變少,所以隨著孔徑的不斷深入,孔的直徑不斷變小。鐳射孔的鉆孔孔徑一般為4-6mil(0.10-0.15mm),按照IPC6016,孔徑《=0.15毫米的孔稱為微孔(micro-via)。
如果孔徑大于0.15毫米,則難于一次將孔鉆完,而是需要螺旋式鉆孔,導致了鉆孔的效率下降。成本的急劇升高。目前激光鉆孔一般采用三槍成孔的方式,鐳射孔的鉆孔速度一般為100-200個/秒。并且隨著孔徑的縮小,鉆孔的速度明顯加快。
比如:在鉆孔孔徑為0.100毫米時,鉆孔速度為120個/秒。在鉆孔孔徑為0.076毫米時,鉆孔速度為170個/秒。
11.激光鉆孔的金屬化
HDI 板的鐳射鉆孔由于是由激光鉆出,激光鉆孔時的高溫將孔壁灼燒。產生焦渣附著在孔壁,同時由于激光的高溫灼燒,將導致第二層銅被氧化。所以鉆孔完畢后,微孔需要在電鍍前進行前處理。由于板的微孔孔徑比較小,又不是通孔,所以孔內的焦渣比較難以清除。去孔污時需要用高壓水沖洗。
對于Stacked形式的2階HDI,需要專門的盲孔電鍍和COPPER FILLING的技術,因此成本上會大大提高,所以目前只用于一些高端產品的設計制作。
12.第三次內層干膜
經過金屬化盲孔后,將進行第二次Conformal mask1。然后將開始次外層圖形的制作,也就是再次回到內層干膜工序進行2、7層圖形制作。制作好的線路會送到黑化工序進行氧化處理。隨后PCB會進行第三次層壓。
層壓后的板子會進行第三次盲孔蝕銅1和第二次盲孔蝕銅2的制作。這是為了第二次激光鉆孔做準備。由上可以看到為了第二次HDI需要經過多次的對位,所以對位誤差也累積增大,這是造成2階HDI報廢率較大的原因之一。
目前就制作難度來說,對于2階的HDI板的各種設計,由簡至難的順序如下:
1.有1-2層、2-3層孔。2.僅有1-3層的孔。3.有1-2層、1-3層的孔。4.有2-3層、1-3層的孔。5.有1-2層、2-3層、1-3層的孔。
注:
1.HDI孔設計時需要盡量采用對稱設計,以上僅列出一邊的情況,另一邊也相同。
2.上面指的孔均為HDI孔
13.第二次激光鉆孔
14.機械鉆孔(鉆通孔)
15.去鉆污與沉銅(P.T.H)
將盲孔與通孔一起金屬化
至此HDI的特殊流程結束下面轉入普通板的正常流程。
16.外層干膜與圖形電鍍(DRY FILM & PATTERN PLATING)
外層圖形轉移與內層圖形轉移的原理差不多,都是運用感光的干膜和拍照的方法將線路圖形印到板子上。
外層干膜與內層干膜不同在于:
⒈ 如果采用減成法,那么外層干膜與內層干膜相同,采用負片做板。板子上被固化的干膜部分為線路。去掉沒固化的膜,經過酸性蝕刻后退膜,線路圖形因為被膜保護而留在板上。
⒉ 如果采用正常法,那么外層干膜采用正片做板。板子上被固化的部分為非線路區(基材區)。去掉沒固化的膜后進行圖形電鍍。有膜處無法電鍍,而沒有膜處,先鍍上銅后鍍上錫。退膜后進行堿性蝕刻,最后再退錫。線路圖形因為被錫的保護而留在板上。
17.濕菲林(阻焊) WET FILM SOLDER MASK
1. 概念:阻焊工序是在板子的表面增加一層阻焊層。這層阻焊層稱為阻焊劑(Solder Mask)或稱阻焊油墨,俗稱綠油。其作用主要是防止導體線路等不應有的上錫,防止線路之間因潮氣、化學品等原因引起的短路,生產和裝配過程中不良操作造成的斷路、絕緣以及抵抗各種惡劣環境,保證印制板的功能等。
2. 原理:目前PCB廠家使用的這層油墨基本上都采用液態感光油墨。其制作原理與線路圖形轉移有部分的相似。它同樣是利用菲林遮擋曝光,將阻焊圖形轉移到PCB表面。其具體流程如下:
前處理 》涂覆 》預烘 》曝光 》顯影》UV固化 》熱固化
與此工序相關聯的是soldmask文件,其涉及到的工藝能力包含了阻焊對位精度、綠油橋的大小、過孔的制作方式、阻焊的厚度等等參數。同時阻焊油墨的質量還會對后期的表面處理、SMT貼裝、保存及使用壽命帶來很大的影響。加上其整個工序制作時間長、制作方式多,所以是PCB生產的一個重要工序。
目前過孔的設計與制作方式是眾多設計工程師比較關心的問題。而阻焊帶來的表觀問題則是PCB質檢工程師重點檢查的項目。
18.選擇性沉金(IMMERSION GOLD)
化學鍍鎳/金是在印制電路板做上阻焊膜后,對裸露出來需要鍍金屬的部分采用的一種表面處理方式。由于科技的發展,PCB上的線寬間距變小,表面封裝增多,這就要求連接盤或焊墊有良好的共面性和平坦度,要求PCB不能彎曲。化學Ni/Au表面鍍層則可滿足上述的要求,另外由于它表層的金比較穩定、防護性好,所以它的存儲時間也和鉛錫差不多。
由于這種鎳/金的鍍層是在印制電路板做上阻焊膜后制作的,所以只能采用化學鎳/金的方式來實現選擇性涂覆。作為PCB的表面鍍層,鎳層厚度一般為5μm,而金厚一般在0.050.1μm之間,作為非可鍍焊層Au的厚度不能太高,否則會產生脆性和焊點不牢的故障,如果太薄則防護性不好。其缺點是可焊性較差,容易發生黑盤的缺陷。
19.字符(C/M PRINTING )
20.銑外形(PROFILING)
到目前為止,我們制作的PCB一直都屬于PANEL的形式,即一塊大板。現在因為整個板子的制作已經完成,我們需要將交貨圖形按照(UNIT交貨或SET交貨)從大板上分離下來。這時我們將利用數控機床按照事先編好的程序,進行加工。外形邊、條形銑槽,都將在這一步完成。如有V-CUT,還需增加V-CUT工藝。在此工序涉及到的能力參數有外形公差、倒角尺寸、內角尺寸等等。設計時還需考慮圖形到板邊的安全距離等參數。
21.電子測試(E-TEST)
電子測試即PCB的電氣性能測試,通常又稱為PCB的“通”、“斷”測試。在PCB廠家使用的電氣測試方式中,最常用的是針床測試和飛針測試兩種。
㈠針床分為通用網絡針床和專用針床兩類。通用針床可以用于測量不同網絡結構的PCB,但是其設備價錢相對較為昂貴。而專用針床是采用為某款PCB專門制定的針床,它僅適用于相應的該款PCB。
㈡飛針測試使用的是飛針測試機,它通過兩面的移動探針(多對)分別測試每個網絡的導通情況。由于探針可以自由移動,所以飛針測試也屬于通用類測試。
22.OSP
有機可焊性保護劑(OSP),又稱為防氧化助焊劑、Entek。這種方法是PCB完成所有制作工藝,并經過電測試及初次表觀的檢驗后,經OSP處理后在裸銅焊盤和通孔內而得到一種耐熱型的有機可焊性膜。這種有機耐熱可焊性膜厚度為0.3~0.5μm之間,分解溫度可以達到300℃左右。
OSP技術由于其具有高的熱穩定性、致密性、疏水性等許多優點因而迅速得到推廣運用。
其主要優點還有:
1.能夠克服線寬間距小的問題,其鍍層表面很平坦。
2.工藝簡單,操作方便,污染少,易于操作、維護和自動化。
3.成本低廉,可焊性好。
其缺點是保護膜極薄,容易劃傷,因此在生產和運輸過程中要十分小心。另外其可焊性僅僅依靠該層保護膜,一旦膜被損害可焊性就大大降低了。因此它放置的時間也很短。
目前ENIG+OSP已經廣泛運用于高精密線路板的設計制作中。用ENIG良好的保護性加上OSP良好的可焊性是無鉛化生產替代HSAL的一種解決辦法。但由于兩種方式的混合運用造成成本較高。

